Wykorzystanie powietrza jako środka do separacji cząstek jest jedną z najstarszych technologii znanych człowiekowi. Rozwój technologiczny klasyfikatorów powietrznych przyczynił się do zainteresowania stosowaniem techniki w przypadku frakcjonowania heterogenicznych cząstek stałych na podgrupy o dość jednolitej wielkości w oparciu o gęstość i masę cząstek.
Marcin Jarosz
Zastosowanie klasyfikatorów powietrznych nadal najczęściej ma miejsce w wypadku minerałów, chemikaliów, barwników i ceramiki, czyli w gałęziach przemysłu, gdzie tworzy się produkty o ostrych gradacjach w zakresie od 2 do 60 mikronów.
Od wielu lat wiadomo, że w wyniku procesu mielenia ziaren zbóż otrzymuje się mąkę zawierającą szereg zróżnicowanych rozmiarów cząstek. Analiza sitowa z łatwością wykazuje, że najdrobniejsze cząstki mąki zawierają wyższy poziom białka niż te większe z grubszej jej frakcji. Klasyfikacja powietrzna stosowana do ziaren zbóż powoduje wypieranie białka, umożliwiając oddzielenie od całości drobnych cząstek o jego wysokiej zawartości. Zjawisko to jest uważane przez wielu za ważny element rozwoju technologii mielenia. Głównie dlatego, że pozwala ono na tworzenie szeregu produktów ze zwykłej mąki z ziaren różnych roślin (głównie strączkowych) i że każda frakcja stanowi wtedy odrębny produkt różniący się składem chemicznym i cechami fizycznymi od pozostałych wyrobów i odpowiednio pasuje do wielu różnorodnych zastosowań.
Dodatkowo klasyfikacja powietrzna jest łagodniejszą i bardziej zrównoważoną metodą uzyskiwania frakcji wzbogaconych w białko niż powszechnie stosowane frakcjonowanie na mokro. Zawartość białka we frakcjach klasyfikowanych powietrzem jest na ogół niższa niż uzyskiwana metodami mokrymi, ale poziom zanieczyszczeń oraz stopnień degradacji składników jest praktycznie nieodczuwalny.
Artykuł ten będzie zawierał krótki zarys zasad klasyfikacji powietrznej z użyciem separatora Comex typu ACX-350 w atmosferze azotowej oraz jej zastosowania i wynikających z tego faktu konsekwencji. Skoncentrowałem się w nim na zastosowaniu klasyfikacji powietrznej w przypadku ziaren groszku i niektórych innych produktów roślinnych, np. śruty rzepakowej.
Zasada klasyfikacji
W procesie klasyfikacji powietrznej należy rozpatrywać dwie dominujące siły oddziałujące na cząstki mąki roślinnej: siłę odśrodkową Fc oraz siłę oporu powietrza Fd (RYS. 1, 2, 3). W trakcie procesu występuje także siła Coriolisa działająca na cząstki płynące w kierunku środka wirnika (RYS. 3). Wirnik klasyfikatora generuje siłę odśrodkową w trakcie, gdy cząstki przyspieszane są do prędkości obwodowej wirnika. Siły oporów powietrza generowane są wskutek jego przepływu przez urządzenie, które zarazem służy do transportu pneumatycznego strugi. Jak wspomniałem, podczas klasyfikacji powietrznej pojawia się też trzecia ważna siła, związana z przyspieszeniem Coriolisa. Siła ta, oznaczona jako Fcol (RYS. 3), jest styczna do okrągłej krawędzi wirnika i zależna od prędkości obrotowej i prędkości promieniowej skierowanej do środka wirnika. W związku z tym siła Coriolisa może być siłą decydującą w przypadku takich warunków klasyfikacji, w których cząstki poruszają się w kierunku środka wirnika z dużą prędkością.
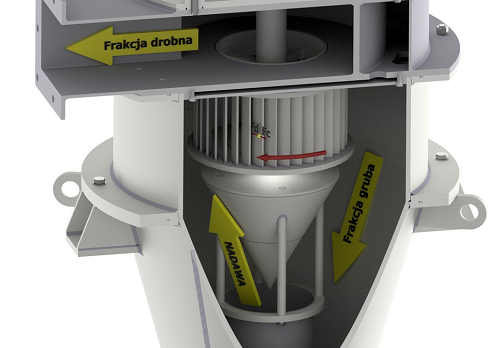
RYS. 1 Proces separacji wewnątrz klasyfikatora z głównymi siłami działającymi na cząstkę

RYS. 2, 3 Rozkład sił działających na cząstkę podczas klasyfikacji
Uzyskiwanie frakcji białkowych
Frakcje wzbogacone w białko można uzyskać z roślin strączkowych bogatych w skrobię (np. z grochu) oraz z nasion oleistych (m.in. z rzepaku) poprzez połączone mielenie i klasyfikację powietrzną. Mielenie oddziela białko od innych składników komórkowych. Następnie klasyfikacja powietrzna oddziela mniejsze fragmenty bogate w białko od granulek skrobiowych (w przypadku grochu), czy też tzw. ciałka białkowe od większych fragmentów (w przypadku śruty rzepakowej). Małe cząstki białkowe (poniżej rozmiaru cięcia) przechodzą przez łopatki wirnika w postaci drobnej frakcji, w ilości zależnej od natężenia przepływu gazu i jego prędkości obrotowej. Większe granulki skrobi lub fragmenty włókien i strączków są zbierane zaś przez dno klasyfikatora do frakcji grubej.
Na FOT. 1 i 2 zostały przedstawione zdjęcia z mikroskopu elektronowego, które pokazują efekty klasyfikacji.
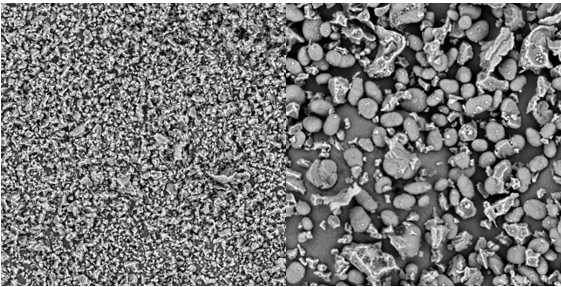
FOT. 1 Frakcja białkowa żółtego groszku (powiększenie 750 razy) FOT. 2 Frakcja skrobi żółtego groszku (powiększenie 780 razy)
Teoretycznie maksymalna zawartość białka, jaką można uzyskać na drodze klasyfikacji powietrznej, jest rzeczywistą zawartością białka w ciałkach białkowych. Jest ona zróżnicowana w zależności od materiału wsadowego, jak i od stopnia uwalniania jego składowych. Zatem istotnym elementem w całym procesie staje się mielenie. Dlatego sprawność klasyfikacji w istotnym stopniu zależy od dyspersji materiału. Jeśli drobne cząstki aglomerują, tworząc skupiska, i nie są rozproszone podczas procesu, to trafiają do frakcji grubej, zamiast przepłynąć przez rotor wprost do wylotu frakcji drobnej.
Kluczowe jest zachowanie efektywnej dyspersji podczas transportu pneumatycznego materiału. Istotny jest również stopień rozdrobnienia i sam skład surowca. Gdy podczas mielenia dojdzie do znacznego zmniejszenia rozmiaru wszystkich elementów składowych wsadu, podział na czyste frakcje będzie niemożliwy. W przypadku śruty rzepakowej istotnym czynnikiem jest zawartość lipidów, które zwiększają plastyczność surowca i jego tendencję do aglomeracji oraz obniżają wydajność podczas mielenia i klasyfikacji. Zastosowanie etanolu przed mieleniem może zmniejszyć ten efekt i polepszyć finalny uzysk.
Zastosowanie w praktyce
Frakcja białkowa i skrobiowa stanowią wysokogatunkowe produkty do różnych zastosowań. W skali przemysłowej klasyfikację prowadzi się w atmosferze azotowej z niskim udziałem tlenu, co jest związane z obniżeniem poziomu ryzyka wybuchowości. Przykładowym zakładem, który zastosował technologię firmy Comex i korzysta z separatora ACX, jest firma GROPRO A.B. ze Szwecji. Produkuje ona wysokiej jakości koncentraty białkowe i skrobiowe dla przemysłu spożywczego dzięki unikalnej, przyjaznej dla środowiska i klimatu technologii. Surowcem w tym wypadku jest groch szwedzki i inne rośliny strączkowe.

FOT. 3 Przykład zastosowania separatora ACX-350 do produkcji koncentratów białkowych
Rozwiązanie, które znalazło zastosowanie w tej szwedzkiej firmie, obejmuje automatyczny układ separacji wyposażony w odpowiednie czujniki oraz sprzęt peryferyjny do filtracji i recyrkulacji gazu, co pozwala na:
- kontrolę atmosfery ATEX-owej – funkcje napełniania gazem i utrzymanie poziomów;
- funkcje zatrzymania i ciągłej pracy systemu w warunkach integracji z systemem mielenia;
- parametryzację procesu w zależności od stopnia rozdrobnienia materiału wsadowego.
Kontrola jakości może zostać przeprowadzona za pomocą sprawdzania uziarnienia metodą on-line. Ponadto układ może być doposażony w wielokanałowy analizator składu ziarnowego – CMA-D, również produkcji firmy Comex.
Podsumowując, klasyfikacja powietrza jest techniką frakcjonowania odpowiednią do otrzymywania substancji różniących się rozmiarem i zawartością błonnika – przeznaczonych do produkcji żywności zarówno dla ludzi, jak
i zwierząt. Wymaga ona stosunkowo niskiego wkładu energii podczas procesu i pozwala na uzyskiwanie wysokobiałkowych produktów charakteryzujących się wyższą strawnością aminokwasów, co poprawia wartość odżywczą wyrobów i zakres ich wykorzystania – nie tylko w diecie ludzi, ale też zwierząt gospodarskich.