Firma Comex wprowadziła na rynek nowy typ separatora CXR, który pozwala na określenie gęstości oraz wewnętrznej struktury separowanego materiału. W rezultacie możliwa jest separacja materiałów w oparciu o jednoczesną analizę koloru, geometrii cząstek, struktury powierzchni, wewnętrznej struktury cząstek oraz gęstości materiału.
Dr Jacek Kołacz
W ostatnich latach coraz bardziej popularna staje się separacja w oparciu o czujniki elektroniczne, która pozwala na separację materiałów w zależności od własności optycznych, takich jak kolor, geometria cząstek oraz struktura powierzchni. Dużą zaletą tego procesu jest szybkie określenie wspomnianych parametrów, jednak znaczną wadą takiej separacji jest brak informacji dotyczącej wewnętrznej struktury separowanego materiału oraz jego gęstości. W przypadku zastosowania produkowanego przez firmę Comex separatora typu CXR nie występuje ten problem, ponieważ wykorzystuje on analizę rentgenowską jako podstawowy element i potrafi dzięki niej precyzyjnie określić gęstość materiału, jak i jego wewnętrzną strukturę. Jest to pierwszy na rynku separator wykorzystujący tak szeroką gamę jednocześnie analizowanych parametrów. Nowe separatory mogą znaleźć szerokie zastosowanie głównie w przemyśle węglowym, mineralnym, jak również metalurgicznym oraz w recyklingu.
Zasada działania
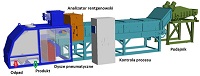
Schemat separatora CXR przedstawiony jest na RYS. 1. Materiał podawany jest przez podajnik wibracyjny w celu równomiernego rozmieszczenia cząstek na całej szerokości podajnika. Następnie separowany materiał spada na przenośnik taśmowy, na którym następuje analiza rentgenowska, przy użyciu analizatora umieszczonego w centralnej części urządzenia. Po zakończeniu analizy układ elektroniczny podejmuje decyzję co do kwalifikacji materiału – czy jest to produkt (koncentrat), czy odpad. Jeżeli separowany materiał reprezentuje odpad, uruchamiany jest system dysz pneumatycznych w celu odrzucenia danej cząstki tak, aby spadła do osobnego wylotu, przeznaczonego do frakcji odpadów. Cały proces kontrolowany jest przez system komputerowy, w którym możliwe są ustawienia dotyczące kryteriów separacji. W ten sposób analizowane i separowane są cząstki z przepustowością do nawet kilkunastu tysięcy cząstek na sekundę. Na FOT. 1 przedstawiony został separator typu CXR podczas prac montażowych.

RYS. 1 Konstrukcja separatora rentgenowskiego typu CXR firmy Comex

FOT. 1 Separator rentgenowski CXR podczas montażu
Rudy metali
Jeden z przykładów separacji z wykorzystaniem separatora CXR przedstawiony został na FOT. 2, gdzie pokazana jest analiza rudy cynku i ołowiu. Jest to materiał, który już został przetworzony w cieczach ciężkich jako frakcja lekka (odpad) i ciężka (produkt). W dolnej części przedstawiono obrazy analizy rentgenowskiej obu frakcji materiału. Kolor niebieski przedstawia cząstki o niskiej gęstości, a kolor żółty i czerwony – cząstki o dużej gęstości, czyli wysokiej koncentracji rudy. Jak widać z analizy rentgenowskiej frakcji ciężkiej, system CXR rozpoznaje część cząstek o niskiej gęstości, które powinny znaleźć się we frakcji lekkiej. W ten sposób analiza rentgenowska jest w stanie dokładniej analizować i odseparować frakcje lekkie i ciężkie wspomnianej rudy Zn–Pb. Tak wiec możliwe jest zastąpienie procesu wzbogacania w cieczach ciężkich poprzez analizę rentgenowską i uzyskanie lepszego lub porównywalnego wyniku. Pozwala to na zdecydowaną poprawę całości procesu wzbogacania, zredukowanie kosztów oraz podniesienie jakości końcowego produktu. Podobny proces można zastosować w wypadku innych rud metali, takich jak rudy aluminium, wolframu, żelaza, manganu itd.
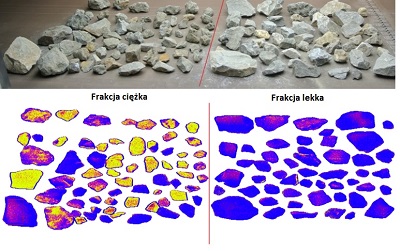 FOT. 2 Przykład separacji rentgenowskiej rudy cynku i ołowiu po procesie separacji w cieczach ciężkich.
FOT. 2 Przykład separacji rentgenowskiej rudy cynku i ołowiu po procesie separacji w cieczach ciężkich.
Węgiel kamienny
Inny przykład separacji przedstawia FOT. 3. W tym przypadku separowanym materiałem był węgiel kamienny o uziarnieniu 80–200 mm. Celem separacji było odseparowanie frakcji o gęstości większej niż 1500 kg/m³, czyli oddzielenie kamienia od węgla. Wynik separacji pokazany został za pomocą kolorów: kolor pomarańczowy dotyczy czystego węgla kamiennego, a kolor zielony i niebieski to materiał skalny o gęstości powyżej 1500 kg/m³. System z łatwością mógł więc odrzucić materiał skalny, tak aby frakcja węgla została maksymalnie wzbogacona. Dodatkowo możliwe były wyliczenia zawartości węgla lub kamienia w przypadku cząstek o mieszanej strukturze. Pozwoliło to na zdecydowane podniesienie wartości opałowej węgla po przeprowadzeniu wspomnianej separacji. W tym wypadku nie było już konieczne wzbogacanie separowanego węgla w cieczach ciężkich.
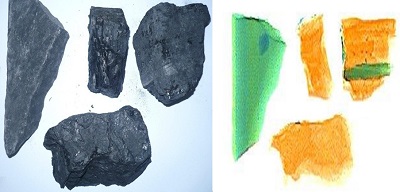 FOT. 3 Przykłady analizy rentgenowskiej podczas separacji węgla kamiennego o rozmiarach 80–200 mm – kolor zielony oznacza materiał skalny o dużej gęstości
FOT. 3 Przykłady analizy rentgenowskiej podczas separacji węgla kamiennego o rozmiarach 80–200 mm – kolor zielony oznacza materiał skalny o dużej gęstości
Ogromny potencjał i rosnące zainteresowanie
Proces wzbogacania ma ogromne znaczenie podczas produkcji większości materiałów. Ogólnie rzecz traktując – poprzez zastosowanie opisanej separacji można znacznie obniżyć pozostałe koszty takiej przeróbki, jak dalsza separacja, mielenie, flotacja, suszenie itp. Pozwala to na wyeliminowanie wody z tej części procesu, co ma ogromne znaczenia dla środowiska naturalnego. Jednak największym atutem separacji rentgenowskiej jest jej niski koszt. TAB. 1 przedstawia krótkie porównanie kosztów inwestycyjnych oraz eksploatacyjnych systemu separacji rentgenowskiej z kosztami separacji w cieczach ciężkich. Separacja rentgenowska to ok. 65–80% kosztów separacji w cieczach ciężkich, natomiast w przypadku kosztów eksploatacyjnych jest to różnica ponad dziesięciokrotna! Dodatkowo w przypadku separacji rentgenowskiej nie potrzebna jest woda.
TAB. 1 Porównanie kosztów inwestycyjnych i eksploatacyjnych separacji rentgenowskiej z kosztami separacji w cieczach ciężkich
| Parametr | Ciecze ciężkie | Separator Comex-CXR | |
| Wydajność | Mt/rok | 4,5–5 | 4,5–5 |
| Zużycie wody | l/t | 3-5 | 0 |
| Koszt inwestycji | USD | 15 mln | 12-15 mln |
| Koszt eksploatacji | USD/t | 1-1,5 | 0,05-0,1 |
System separacji rentgenowskiej firmy Comex można wykorzystać podczas wzbogacania niemal każdego minerału – zawsze gdy niezbędne jest jego oczyszczenie lub odseparowanie frakcji o zróżnicowanych własnościach. Obecnie urządzenia sortujące CXR znalazły szerokie zastosowanie podczas wzbogacania węgla kamiennego, rudy Cu–Zn–Pb–Sn oraz rudy żelaza. Więcej informacji można uzyskać na stronie internetowej firmy Comex:
www.comex-group.com.